
Պատվերով պատրաստված ռետինե մասերի ձուլման գործընթացը. Դիզայնից մինչև բարձր ճշգրտությամբ արտադրությունը
Պատվերով պատրաստված ռետինե մասերի ձուլման գործընթացի հասկանումը և նրա արդյունաբերական կիրառելիությունը
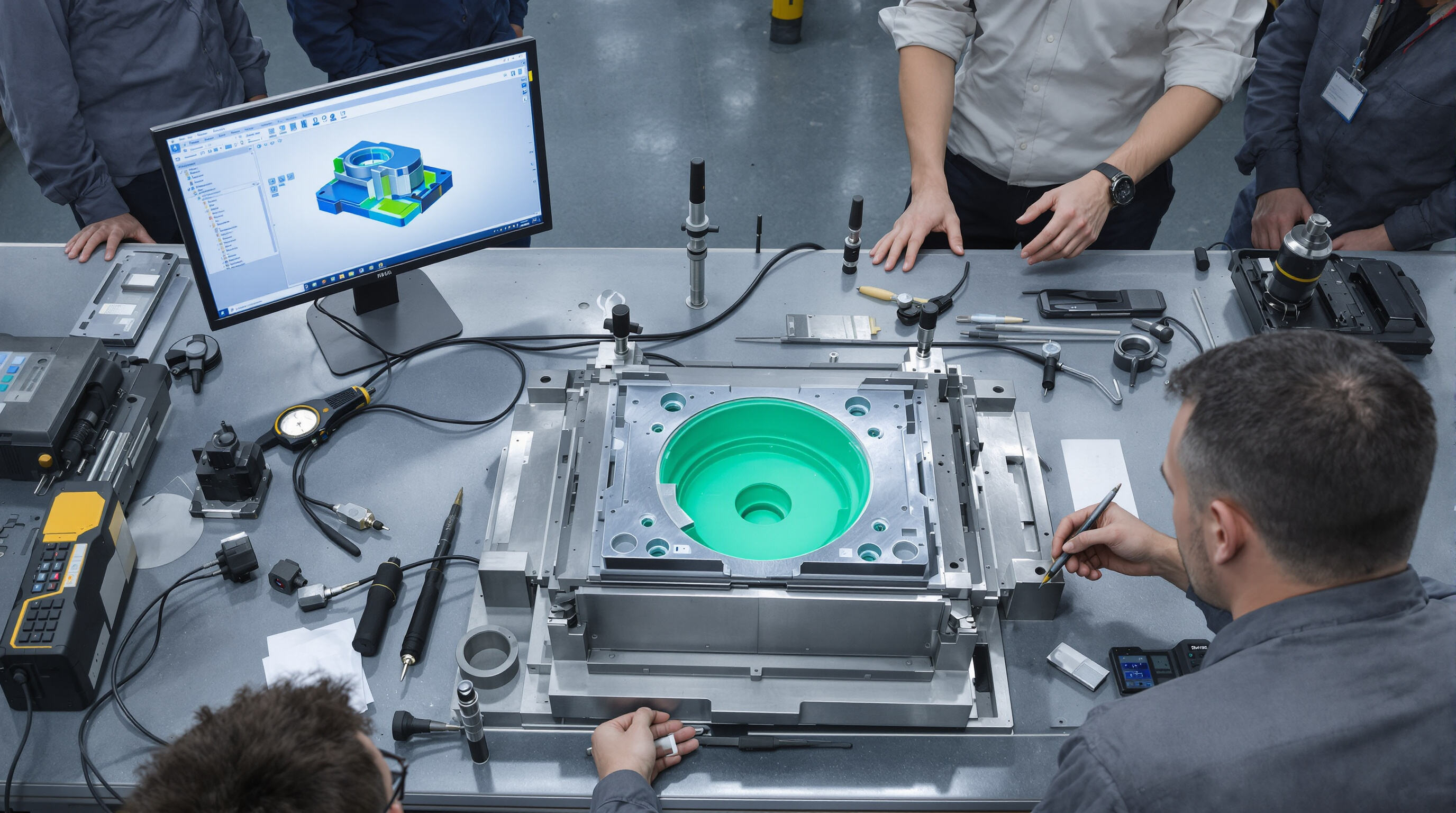
Պատվերով պատրաստված ռետինե մասերի ձուլումը վերածում է հում էլաստոմերները ճշգրիտ մասերի՝ կառուցված աշխատանքային գործընթացի միջոցով.
- Նախագծման փուլ : Ճարտարագետները օգտագործում են CAD ծրագրաշար, որպեսզի ստեղծեն 3D մոդելներ և արդյունավետության ու արտադրողականության տեսանկյունից օպտիմալացնեն երկրաչափությունը:
- Պրոտոտիպավորում : Արագ վալիդացում իրական աշխարհի պայմաններում (օրինակ՝ ջերմաստիճան, ճնշում) ապահովում է արդյունավետությունը լիարժեք արտադրության նախօրյակին
- Գործիք : Պողպատե ձևերը ճշգրիտ մշակվում են միկրոնային թույլատվություններով, ապահովելով համապատասխանությունը բարձր ծավալով արտադրության ընթացքում
Ավտոմոբիլային և ավիատիերարական արդյունաբերությունները հիմնվում են այս գործընթացի վրա հերմետիկ փականների, փորատների և թրթիռների դամփերի բաղադրիչների համար, որոնք պահանջում են ճշգրիտ տեխնիկական բնութագրեր
Հիմնարար ձևավորման տեխնիկաներ՝ կոմպրեսիոն, տրանսֆերային և ներարկման ձևավորում պատվերով ռետինե մասերի համար
Երեք հիմնարար մեթոդներ ստիպողաբար գերակշռում են պատվերով ռետինե մասերի արտադրության մեջ՝
- Սեղմողական մոլդավորում : Լավագույնն է ցածր ծավալով արտադրության և պարզ երկրաչափության համար: Նախօրոք տաքացված ռետինը սեղմվում է տաքացված ձևի խոռոչի մեջ
- Տրանսֆերային ձևավորում : Միացնում է կոմպրեսիոն և ներարկման սկզբունքները, իդեալական է մասերի համար, որոնց մեջ կան ներդիրներ կամ բարակ մանրամասներ
- Սառցե ձեւակերպում : Նախընտրելի է բարդ, բարձր ծավալով բաղադրիչների համար: Լցված ռետինը ներարկվում է բարձր ճնշման տակ փակ ձևի մեջ, ինչի արդյունքում ցիկլի տևողությունը կարող է ցածր լինել 15 վայրկյան
Ուսումնասիրություն՝ ավտոմոբիլային ոլորտում ներարկման ճանապարհով ռետինե հերմետիկ փականների կիրառում
Շարժիչի հերմետիկ ամրապնդման առաջատար արտադրողը նվազեցրեց հեղուկի արտահոսքի մակարդակը 42%-ով՝ անցնելով ներարկման ձևավորման FKM ռետինին: Այդ գործընթացը ապահովեց պատի հաստության համաչափությունը (±0,05 մմ) տարեկան 500,000+ միավորների դեպքում և նվազեցրեց մասերի արժեքը 18%-ով՝ բարելավված նյութի օգտագործման շնորհիվ:
Ուղղություն՝ ռետինե ձևավորման մեջ ավտոմատացում և թվային ձևավորման գործիքներ ավելի արագ արտադրական ցիկլերի համար
Այժմ համակարգչային գործարանները ներառում են արհեստական ինտելեկտով ղեկավարվող ձևի հոսքի մոդելավորում և IoT-ով հնարավորացված ճնշիչներ: Անվահեռթի բաղադրիչների մատակարարներից մեկը կրճատեց ցիկլի տևողությունը 34%-ով՝ իրական ժամանակում ճնշման հսկողություն կիրառելով, արտադրության տեմպերը հասցնելով 9,200 մաս/օրի և թերությունների մակարդակը պահելով 0.3%-ից ցածր:
Ռազմավարություն՝ ցիկլերի տևողության օպտիմալացում և թափոնների նվազեցում բարձր ծավալով պատվերների դեպքում ստանդարտ ռետինե մասերի համար
Առաջատար արտադրողները օգտագործում են երկու փուլային վուլկանացում և փակ ցիկլի վերամշակման համակարգեր: Ռետինե խառնուրդները նախօրոք տաքացնելը 85°C-ի ներարկման նախքան կրճատում է վուլկանացման ժամանակը 22%-ով և սահմանափակում է նյութի թափոնները 1.5%-ից ցածր՝ կարևոր առավելություն էլեկտրական տրանսպորտի արտադրության նման կայուն հատվածների համար:
Կարևոր նյութերի ընտրություն ստանդարտ ռետինե մասերի համար՝ համապատասխանեցնելով կատարումը կիրառման պահանջներին
Ընդհանուր տեսակների ռետինե նյութերի ակնարկ՝ EPDM, NBR, Սիլիկոն, և FKM
Ճիշտ էլաստոմերի ընտրությունը ապահովում է օպտիմալ արդյունավետությունը: EPDM-ն ապահովում է հիանալի եղանակային և օզոնային դիմադրություն (-50°C-ից մինչև 150°C), դա դարձնում է այն իդեալական արտաքին հերմետիկացման համար: NBR-ն ապահովում է հզոր յուղի և վառելիքի դիմադրություն (-40°C-ից մինչև 120°C), հաճախ օգտագործվում է ավտոմոբիլային վառելիքի համակարգերում: Սիլիկոնը դիմանում է ամենախստագույն ջերմաստիճաններին (-60°C-ից մինչև 230°C), իսկ FKM-ն ապահովում է գերազանց քիմիական դիմադրություն (-20°C-ից մինչև 205°C) խիստ միջավայրերում:
| Նյութ | Ջերմաստիճանի միջակայք | Հիմնական ուժեր | Ծառայությունները |
|---|---|---|---|
| EPDM | -50°C-ից մինչև 150°C | Եղանակային/օզոնային դիմադրություն | Լուծումներ օդափոխման համար |
| NBR | -40°C-ից մինչև 120°C | Յուղի/վառելիքի դիմադրություն | Ճնշման խողովակներ |
| Սիլիկոն | -60°C-ից մինչև 230°C | Բացասական ջերմաստիճանի կայունություն | Բժշկական սարքեր |
| FKM | -20°C-ից մինչև 205°C | Թթու/Քիմիական դիմադրություն | Քիմիական հերմետիկներ |
Սկզբունք. Ըստ ջերմաստիճանի, քիմիական և միջավայրի դիմադրության ընտրել ռետինե նյութեր
Նյութի ընտրությունը պետք է համապատասխանի շահագործման պահանջներին: 2023 թվականի արդյունաբերական հետազոտությունը հայտնաբերեց, որ ռետինե մասերի անսարքությունների 76%-ը առաջանում է ջերմաստիճանային սահմանաչափերի չհամընկնելու պատճառով: Քիմիական ազդեցության դեպքում FKM-ն դիմադրում է ավելի քան 1,800 նյութերի, որը զգալիորեն գերազանցում է EPDM-ի 300 քիմիական նյութերի շեմը (Ռետինե տեխնոլոգիաների զեկույց 2024): Կարևոր է նաև UV ճառագայթների դիմադրությունը. սիլիկոնը վատանում է 60%-ով դանդաղ, քան NBR-ը երկարատև արևային լույսի ազդեցությամբ:
Ուսումնասիրություն. Քիմիական մշակման գործարանը օգտագործում է FKM հերմետիկներ կոռոզիոն միջավայրերում
Եվրոպական քիմիական գործարանը խնայեց 740 հազ. դոլար/տարի (Ponemon 2023) անցնելով ծծմբական թթվի խողովակաշարերում FKM հերմետիկների: Նախկինում NBR հերմետիկները ձախողվում էին 3 ամսվա ընթացքում, իսկ FKM-ն ապահովում էր 18 ամսվա կայուն աշխատանք՝ ցույց տալով, թե ինչպես է նյութի ընտրությունը անմիջականորեն ազդում հուսալիության և արժեքի վրա:
Ուղղություն՝ Բարձր ջերմաստիճանային կիրառությունների համար սիլիկոնի օգտագործման աճը
Սիլիկոնի կիրառությունը աճեց 42% 2024 թվականին ավիատիզմում և EV մարտկոցների հերմետիկացման մեջ՝ իր կայունության շնորհիվ -60°C-ից մինչև 230°C: Ավանդական EPDM փորանցիկ հերմետիկները սկսում են դեֆորմացվել 150°C-ում, ինչը սահմանափակում է սիլիկոնը դարձնելով նախընտրելի ընտրություն բարձր լարման EV համակարգերի համար:
Ծախսեր և արդյունավետություն՝ արդյունաբերական ռետինե մասերի համար բարձր կատարուղ էլաստոմերների գնահատում
Չնայած FKM-ի արժեքը 3 անգամ ավելի թանկ է, քան NBR , նրա կյանքի տևողությունը կոռոզիոն միջավայրերում 8 անգամ ավելի երկար է (ծախսերի և եկամուտների վերլուծություն 2023 թ.)։ Ոչ կրիտիկական կիրառումների համար EPDM-ն ապահովում է NBR-ի արդյունավետության 90%-ը՝ երկու անգամ ցածր գնով, որը ցույց է տալիս նախնական ծախսերի և երկարաժամկետ տևողության միջև հավասարակշռության կարևորությունը օպտիմալ ROI-ի համար։
Կարևոր արդյունաբերական կիրառումներ հատուկ ռետինե մասերի շրջանակներում
Ռետինե մասերի գործառույթները խցաններում, փողացակրերում և բուշինգներում
Հատուկ ռետինե բաղադրիչները ապահովում են կարևոր խցանում, թրթիռների նվազեցում և մեկուսացում։ Շարժիչի փողացակրերը թրթիռների փոխանցումը նվազեցնում են ավտոմոբիլային շարժիչներում մինչև 40%-ով (Ավտոմոբիլային ճյուղի ինստիտուտ, 2022 թ.), իսկ EPDM խցանները կանխում են առանցքագծերի արտահոսքը քիմիական խողովակաշարերում։ NBR բուշինգները ապահովում են թրթիռների մեկուսացումը ծանր սարքավորումներում, երկարացնելով սարքերի կյանքի տևողությունը 18-24 ամիս հանքարդյունաբերության ոլորտում։
Ուսումնասիրություն՝ երկաթուղային ճյուղի կիրառությունը մետաղին միացված ռետինե կախոցի բուշինգներում
Եվրոպական երկաթուղային օպերատորը ճոճանքի պահպանման ծախսերը 32%-ով կրճատեց սիլիկոնի հիմքի ռետինի մետաղական կախոցի բուշինգներ ընդունելուց հետո (Երկաթուղային տեխնոլոգիաների ամսագիր, 2023): Այս մասերը 60% ավելի բարձր առանցքային բեռնվածություն էին դիմադրում, քան սովորական դիզայները, և 55%-ով նվազեցրեցին խցիկների թրթումը՝ բարելավելով անվտանգությունը և շահագործման արդյունավետությունը:
Ծրագրային ապարատային, բժշկական սարքերի և համակարգչային արտադրության մեջ կիրառման ընդլայնում
Օդանավաշինական ոլորտում այժմ օգտագործվում է 2020 թվականի համեմատ 15%-ով ավելի շատ ֆտորսիլիկոնային ռետինե խցաններ օդանավերի վառելիքային համակարգերում (Աշխարհային աերոտիզմային նյութերի զեկույց, 2024): Բժշկական սարքեր ստեղծող ընկերությունները հավաստագրված ISO 10993 հեղուկ սիլիկոնային ռետին են օգտագործում ներարկիչների խցանների համար, որոնք պահանջում են 99,99% բակտերիալ պարփակում: Համակարգչային գործարաններում ռոբոտական բազկերում հաղորդիչ ռետինե փորանցքերը թույլ են տալիս իրական ժամանակում ճնշումը հսկել:
Ուղղություն՝ ինտելեկտուալ համակարգերի համար սենսորների ինտեգրումը ձևավորված ռետինե մասերի հետ
Միկրոսենսորները այժմ ներդրված են արդյունաբերական ռետինե խողովակների 23%-ում (IoT Manufacturing Journal, 2023), որպեսզի հսկեն մաշվածությունը և ճնշման փոփոխությունները: 12-ամսյա փորձարկման ընթացքում նավթաքիմիական գործարանում այս խելացի բաղադրիչները կրճատեցին ծրագրավորված դադարները 41%-ով, ինչը ցույց է տալիս պասիվ մասերից անցումը կանխատեսողական պահպանման գործիքների:
Բարդ ռետինե մասերի երկրաչափության համար նախագծման և ճյուղային ինժեներական համար դիտարկումները
Չափսերի, ձևի և գունային նախատիպերի հարմարեցման մեջ առկա մարտահարդարները ռետինե մասերի համար
Ոչ ստանդարտ ռետինե երկրաչափության նախագծումը պահանջում է գործառնականության և արտադրելիության միջև հավասարակշռություն: Բարդ ձևերը պահանջում են ճշգրիտ վերահսկողություն նյութի հոսքի վրա, իսկ հարմարեցված գունային նախատիպերը պետք է մնան կայուն օպերացիոն լարվածության տակ: 2023 թվականի հետազոտությունը ցույց տվեց, որ արդյունաբերական ռետինե մասերի անհաջողությունների 28%-ը առաջանում է երկրաչափության և նյութի վարքի միջև անհամապատասխանությունից:
Հիմնարար նախագծման սկզբունքները՝ թույլատրելի շեղումներ, խորացրած հատվածներ և ձուլման անկյուններ ձուլման ինժեներիայում
Արդյունավետ նախագծումը կախված է երեք ձուլման պարամետրերից՝
- Կիցություններ ՝ ±0.1 մմ բժշկական նշանակման բաղադրիչների համար
- Խորացրած հատվածներ : Սահմանափակված է մասի խորության 5%-ով առանց հատուկ գործիքների
- Շրջանակի անկյուններ : Նվազագույնը 1°-3° մաքուր ձուլման համար
Օպտիմալ նախագծերը բարձր ծավալով արտադրության թափոնները նվազեցնում են մինչև 17%-ով
Ուսումնասիրություն. Բժշկական սարքերի արտադրողը հեղուկ սիլիկոնե ձուլման միջոցով ստանում է խիստ հաշվարկներ
Առաջատար բժշկական մատակարարը 42% նվազեցրեց ստորագրության անհաջողության մակարդակը՝ օգտագործելով հեղուկ սիլիկոնե ռետինե (LSR) ձուլում միկրոհոսքային բաղադրիչների համար: Այդ գործընթացը 10,000-ից ավելի միավորների համար հասավ 0,05 մմ դիրքային ճշգրտության, համապատասխանելով ISO 13485 ստանդարտներին՝ ջերմաստիճանով վերահսկվող խորաներով (±0,5°C), ինքնաշխատ նետման վերահսկողությամբ և իրաժամանակ վուլկանացման վերահսկողությամբ:
Ռազմավարություն. Բարդ ռետինե մասերի նախագծման արագ պրոտոտիպավորման համար օգտագործելով 3D տպում
3D տպված ձուլարանները թույլ են տալիս ստանալ ռետինե ֆունկցիոնալ պրոտոտիպներ 72 ժամվա ընթացքում՝ համեմատաբար չորս շաբաթ ավանդական գործիքային արտադրության դեպքում: Բարձր ջերմաստիճանային խեժերի առաջընթացները այժմ աջակցում են
- 500+ նետումների ծայրահեղ կյանք նախնական արտադրության փորձարկման համար
- 0,2 մմ նվազագույն պատի հաստություն
- Բազմանյութային մասեր հիբրիդ համալրումների համար
Այս մոտեցումը շուկայում ներդրման ժամանակը կրճատում է 60%-ով բարդ ռետինե մասերի դեպքում:
Որակի ապահովում և արտադրության մասշտաբային ընդլայնում պատվերով ռետինե մասերի արտադրության ժամանակ
Ճշգրտության և հուսալիության ապահովում ըստ գծի ստուգմամբ և խմբային հետապնդումով
Այսօրվա արտադրող գործարանները մեծապես հենվում են ավտոմատ գծային ստուգումների վրա՝ ապահովելու համար չափերի ճշտությունը մոտ 0.1 մմ սահմաններում: Արդյունաբերության մասին անցյալ տարվա զեկույցների տվյալների համաձայն՝ այս մոտեցումը թույլ է տալիս նվազեցնել թերությունները մոտ մեկ երրորդով համեմատաբար հին ձեռքով կատարվող ստուգումների հետ: Որակի վերահսկման նպատակով ընկերությունները հաճախ օգտագործում են կոորդինատային չափիչ մեքենաներ (CMM-ներ) և լազերային սքաներներ արտադրական գծերի երկայնքով: Այդ գործիքները օգնում են չափել կարևոր հատկություններ, ինչպիսին է ռետինի կոշտությունը՝ օգտագործելով Shore A սանդղակը, և ստուգել նյութերի սեղմվելու չափը ճնշման տակ: Մեկ այլ կարևոր տեխնոլոգիան RFID հետագծման համակարգերն են, որոնք թույլ են տալիս արտադրողներին հետևել հումքի յուրաքանչյուր խմբաքանին արտադրության ամբողջ գործընթացի ընթացքում: Այդպիսի մանրամասն հետագծումը ոչ միայն լավ պրակտիկա է, այլ նաև գործնականում պարտադիր է ISO 9001 ստանդարտների համապատասխանեցման համար, հատկապես խիստ կարգավորվող ոլորտներում, ինչպիսիք են ավտոմոբիլային մասերի արտադրությունը և բժշկական սարքերի արտադրումը, որտեղ ամենաշատը կարևոր է ապրանքի պատմությունը:
Տրենդ՝ ԱԻ-ով հզորացված տեսողական համակարգեր ռետինե ձուլման միկրոսխալների իրացի ժամանակ հայտնաբերման համար

Առաջատար գործարանները տեղադրում են կոնվոլյուցիոն նեյրոնային ցանցեր (CNN), որոնք վերլուծում են 4K տեսահոսքերը 120 կադր/վրկ արագությամբ՝ հայտնաբերելով միկրոճեղանքներ, արտահոսք կամ աղտոտվածություն 99,2% ճշտությամբ: 2024 թվականի հետազոտությունը ցույց տվեց, որ այդ համակարգերը կրճատում են թափոնների մակարդակը 27%-ով սիլիկոնե բժշկական հերմետիկ փականների արտադրության մեջ և բարելավում են սարքավորումների ընդհանուր արդյունավետությունը (OEE) 19 տոկոսային միավորով:
Շահային ճկունության և մասշտաբավորման հարաբերակցությունը՝ մոդուլային ձևավորող սարքավորումներ և արագ արտադրական կարգավորումներ
Մոդուլային ձևերը՝ փոխարինելի ներդիրներով, թույլատրում են երկրաչափական փոփոխություններ 45 րոպեից պակաս ժամանակում, աջակցելով ճիշտ ժամանակին մատուցումը հատուկ էլաստոմեր խմբաքանքների համար: Արագ բջջային ձևավորված կառուցվածքները ինտեգրում են ներարկման ձուլումը, հետ-ամրացման վառարանները և ռոբոտիզացված մաքրման կայանները՝ հասնելով սարքավորումների օգտագործման 89% ցուցանիշին պահանջարկի թռիչքի ընթացքում՝ պահպանելով AS9100 ավիատիերական ստանդարտները:
Հաճախ տրամադրվող հարցեր
Ինչ դեր է խաղում CAD ծրագրակազմը հարմարեցված ռետինե ձուլման գործում
CAD ծրագրաշարը օգտագործվում է մանրամասն 3D մոդելներ ստեղծելու համար, որոնք օպտիմալացնում են ռետինե մասերի երկրաչափությունը՝ գործառնականության և արտադրելիության տեսանկյունից:
Ինչպե՞ս են ավտոմոբիլային արդյունաբերության նման ճյուղեր օգտվում ներարկման ձուլման տեխնիկայից:
Ներարկման ձուլումը թույլ է տալիս բարդ բաղադրիչների մեծ ծավալով արտադրություն՝ ապահովելով համապարփակ պատի հաստություն և մասերի արժեքի նվազում:
Ինչու՞ է նյութի ընտրությունը կարևոր տնտեսապես հիմնավորված ռետինի արտադրության մեջ:
Ճիշտ էլաստոմերի ընտրությունը ապահովում է, որ ռետինե մասերը կարողանան դիմանալ նրանց աշխատանքային պայմաններին բնորոշ ջերմաստիճանային, քիմիական և այլ ազդեցություններին:
Ինչպե՞ս է ավտոմատացումը ազդում ռետինի ձուլման արդյունաբերության վրա:
Ավտոմատացումը, ներառյալ AI-ով ղեկավարվող գործիքները և իրացի ժամանակի հսկումը, արտադրության արագությունը մեծացնում է և թերությունների քանակը նվազեցնում, թույլ տալով ավելի արդյունավետ արտադրական գործընթացներ:
Ի՞նչ առավելություններ է տալիս սիլիկոնի օգտագործումը բացասական ջերմաստիճանների կիրառումներում:
Սիլիկոնի կայունությունը բարձր ջերմաստիճաններում այն դարձնում է իդեալական էլեկտրական ավտոմեքենաների և այլ կիրառումների համար, որտեղ ջերմաստիճանի տատանումները մեծ են:
Բովանդակության սեղան
-
Պատվերով պատրաստված ռետինե մասերի ձուլման գործընթացը. Դիզայնից մինչև բարձր ճշգրտությամբ արտադրությունը
- Պատվերով պատրաստված ռետինե մասերի ձուլման գործընթացի հասկանումը և նրա արդյունաբերական կիրառելիությունը
- Հիմնարար ձևավորման տեխնիկաներ՝ կոմպրեսիոն, տրանսֆերային և ներարկման ձևավորում պատվերով ռետինե մասերի համար
- Ուսումնասիրություն՝ ավտոմոբիլային ոլորտում ներարկման ճանապարհով ռետինե հերմետիկ փականների կիրառում
- Ուղղություն՝ ռետինե ձևավորման մեջ ավտոմատացում և թվային ձևավորման գործիքներ ավելի արագ արտադրական ցիկլերի համար
- Ռազմավարություն՝ ցիկլերի տևողության օպտիմալացում և թափոնների նվազեցում բարձր ծավալով պատվերների դեպքում ստանդարտ ռետինե մասերի համար
-
Կարևոր նյութերի ընտրություն ստանդարտ ռետինե մասերի համար՝ համապատասխանեցնելով կատարումը կիրառման պահանջներին
- Ընդհանուր տեսակների ռետինե նյութերի ակնարկ՝ EPDM, NBR, Սիլիկոն, և FKM
- Սկզբունք. Ըստ ջերմաստիճանի, քիմիական և միջավայրի դիմադրության ընտրել ռետինե նյութեր
- Ուսումնասիրություն. Քիմիական մշակման գործարանը օգտագործում է FKM հերմետիկներ կոռոզիոն միջավայրերում
- Ուղղություն՝ Բարձր ջերմաստիճանային կիրառությունների համար սիլիկոնի օգտագործման աճը
- Ծախսեր և արդյունավետություն՝ արդյունաբերական ռետինե մասերի համար բարձր կատարուղ էլաստոմերների գնահատում
-
Կարևոր արդյունաբերական կիրառումներ հատուկ ռետինե մասերի շրջանակներում
- Ռետինե մասերի գործառույթները խցաններում, փողացակրերում և բուշինգներում
- Ուսումնասիրություն՝ երկաթուղային ճյուղի կիրառությունը մետաղին միացված ռետինե կախոցի բուշինգներում
- Ծրագրային ապարատային, բժշկական սարքերի և համակարգչային արտադրության մեջ կիրառման ընդլայնում
- Ուղղություն՝ ինտելեկտուալ համակարգերի համար սենսորների ինտեգրումը ձևավորված ռետինե մասերի հետ
-
Բարդ ռետինե մասերի երկրաչափության համար նախագծման և ճյուղային ինժեներական համար դիտարկումները
- Չափսերի, ձևի և գունային նախատիպերի հարմարեցման մեջ առկա մարտահարդարները ռետինե մասերի համար
- Հիմնարար նախագծման սկզբունքները՝ թույլատրելի շեղումներ, խորացրած հատվածներ և ձուլման անկյուններ ձուլման ինժեներիայում
- Ուսումնասիրություն. Բժշկական սարքերի արտադրողը հեղուկ սիլիկոնե ձուլման միջոցով ստանում է խիստ հաշվարկներ
- Ռազմավարություն. Բարդ ռետինե մասերի նախագծման արագ պրոտոտիպավորման համար օգտագործելով 3D տպում
- Որակի ապահովում և արտադրության մասշտաբային ընդլայնում պատվերով ռետինե մասերի արտադրության ժամանակ
- Ճշգրտության և հուսալիության ապահովում ըստ գծի ստուգմամբ և խմբային հետապնդումով
- Տրենդ՝ ԱԻ-ով հզորացված տեսողական համակարգեր ռետինե ձուլման միկրոսխալների իրացի ժամանակ հայտնաբերման համար
- Շահային ճկունության և մասշտաբավորման հարաբերակցությունը՝ մոդուլային ձևավորող սարքավորումներ և արագ արտադրական կարգավորումներ
- Հաճախ տրամադրվող հարցեր





